Výběr svařovacích elektrod: Průměr a typ
Při výběru elektrody pro svařování je velmi důležité zvážit tloušťku kovu, se kterým budete pracovat. Průměr elektrody má přímý vliv na kvalitu a pevnost svarového spoje. Nesprávný výběr průměru může mít za následek špatné svařování, praskání a slabé spoje.
Za prvé je třeba poznamenat, že průměr svařovací elektrody musí odpovídat tloušťce kovu. Pokud pracujete se silnějším kovem, zvolte elektrodu s větším průměrem. Například pro svařování kovu o tloušťce 1-3 mm se doporučuje použít elektrodu o průměru 2,0 mm a pro svařování kovu o tloušťce 3-6 mm je lepší zvolit elektrodu o průměru 2,5 mm.
Za druhé, nezapomeňte vzít v úvahu své dovednosti a zkušenosti s prací s elektrodou určitého průměru. Pokud se svařováním začínáte, začněte s tenčí elektrodou, abyste se naučili ovládat proces svařování. Postupem času, po získání zkušeností a důvěry, můžete přejít na silnější elektrodu.
Takže při výběru průměru elektrody pro svařování nezapomeňte vzít v úvahu tloušťku kovu a své dovednosti. Vyberte elektrodu s optimálním průměrem, která vám umožní získat vysoce kvalitní svařovaný spoj a vyrovnat se s daným úkolem. Pamatujte, že výběr správné elektrody je klíčem k dosažení vynikajících výsledků svařování.
Ideální průměr elektrody pro svařování podle tloušťky kovu
Pokud je tloušťka kovu menší než 3 mm, pak by ideálním řešením bylo použít elektrodu o průměru 1.6 mm. Tento průměr zajistí přesnost a minimální tepelnou deformaci při svařování. Pro tloušťku od 3 do 6 mm se doporučuje volit elektrodu o průměru 2 mm, protože poskytuje dostatečnou pevnost a dobrou strukturu svařování.
Pro silnější plechy o tloušťce 6 až 12 mm by měly být použity elektrody o průměru 2.5 mm. Umožňují svařování s vysokou účinností a pevností svaru. Pro práci s kovem, jehož tloušťka přesahuje 12 mm, je vhodné použít elektrody o průměru 3.2 mm nebo dokonce 4 mm.
Je důležité si uvědomit, že výběr průměru elektrody by měl souviset také s typem svářečky, způsobem svařování a místem práce. Kromě toho mohou být tím nejrozhodnějším faktorem také zkušenosti a preference svářeče spolu s doporučeními výrobce.
Jak vybrat elektrodu pro svařování: základní principy
Při výběru elektrody pro svařování je nutné vzít v úvahu několik základních zásad. Je důležité rozhodnout o průměru elektrody, který bude pro svářečské práce nejúčinnější.
Hlavním faktorem při výběru průměru elektrody je tloušťka kovu. Čím silnější je kov, tím větší průměr elektrody by měl být použit. Je to proto, že tlustý kov vyžaduje ke svařování více tepla a pouze elektroda o dostatečně velkém průměru bude schopna poskytnout potřebný výkon.
Je však třeba mít na paměti, že použití příliš silné elektrody může vést ke ztrátě manévrovatelnosti a flexibility při svařování. Proto je důležité vybrat správný průměr elektrody, abyste dosáhli optimální rovnováhy mezi účinností a snadností použití.
Dalším faktorem pro volbu průměru elektrody je výkon svářečky. Majitelé svařovacích strojů s nízkým výkonem by měli volit elektrody s menším průměrem, protože silnější elektrody mohou být pro takový stroj příliš namáhavé. Naopak svařovací stroje s vysokým výkonem si bez problémů poradí s použitím silnějších elektrod.
Také při výběru průměru elektrody byste měli věnovat pozornost typu svařovacích prací. Pro svařování tenkých plechů se doporučuje používat elektrody malého průměru. To umožní přesnější kontrolu svařovacího procesu a zabrání poškození materiálu při svařování. Pro svařování silnějších kovových konstrukcí by měly být voleny elektrody s větším průměrem, aby byl zajištěn dostatečný výkon a hloubka průvaru svařování.
Volba průměru elektrody pro svařování tedy závisí na několika faktorech: tloušťka kovu, výkon svařovacího stroje a typ svařovací práce. Správně zvolený průměr elektrody zajistí účinnost a snadnost obsluhy a také vysoce kvalitní výsledky svařování.
Vliv elektrody na kvalitu svařování
Výběr správného průměru elektrody je velmi důležitý pro zajištění kvalitního svařování. Velikost elektrody přímo ovlivňuje proces svařování, stejně jako pevnost a trvanlivost svarového spoje.
Pokud zvolíte elektrodu s průměrem, který je příliš tenký pro svařování tlustého materiálu, pak taková elektroda nemusí zvládnout tento úkol. Může se rychle přehřát a způsobit praskliny a vady. Kromě toho může být svarový spoj slabý a nestabilní.
Na druhou stranu použití příliš silné elektrody pro svařování tenkého materiálu může také způsobit problémy. V tomto případě může elektroda generovat příliš mnoho tepla, což může vést k propálení kovu a tvorbě defektů.
Proto při výběru průměru elektrody musíte vzít v úvahu tloušťku kovu, který chcete svařovat. Pravidlo je jednoduché: čím tlustší kov, tím větší velikost elektrody musíte zvolit. Tím se zajistí optimální poměr mezi výkonem svařovacího proudu a velikostí elektrody, což zase zajistí kvalitní svarový spoj.
- Pro svařování materiálů do tloušťky 3 mm se doporučuje použít elektrodu o průměru 1,6 mm.
- Pro svařování materiálu o tloušťce 3 až 5 mm je nejvhodnější elektroda o průměru 2,0 mm.
- Pro svařování materiálu o tloušťce 5 až 8 mm se doporučuje použít elektrodu o průměru 2,5 mm.
- Pro svařovací materiály silnější než 8 mm je nejvhodnější elektroda o průměru 3,2 mm.
Tato doporučení však nepředstavují přísná pravidla a v každém případě je třeba vzít v úvahu konkrétní situaci a požadavky daného úkolu. Rovněž stojí za to věnovat pozornost typu elektrody a pláště. Výběr elektrody je složitý proces, který vyžaduje znalosti a zkušenosti svářeče, proto je vždy lepší poradit se s odborníkem, abyste si byli jisti správností svého výběru.
Výběr elektrody v závislosti na tloušťce kovu
Při výběru elektrody pro svařování je nutné vzít v úvahu tloušťku kovu, který bude svařován. Různé elektrody mají různé průměry, což ovlivňuje jejich schopnost pronikat do materiálu.
Pokud je tloušťka kovu menší než 3 milimetry, doporučuje se použít elektrodu o průměru 1,6 milimetru. Tato elektroda vám umožní dosáhnout vysoké přesnosti svařování a minimalizovat deformaci kovu.
Pro kov o tloušťce 3 až 6 milimetrů by měla být zvolena elektroda o průměru 2,0 milimetrů. Poskytne stabilní oblouk a dobrou penetrační schopnost, což vám umožní svařovat spoj efektivně a rychle.
Pokud tloušťka kovu přesahuje 6 milimetrů, měli byste zvolit elektrodu o průměru 2,5 milimetru. Tato elektroda má vysoký výkon a je schopna bez problémů svařovat tlusté kovové díly.
Při výběru elektrody je také nutné vzít v úvahu její typ v závislosti na druhu kovu, který se bude svařovat. Je nutné vybrat elektrodu, která je vhodná pro konkrétní kov a má vhodnou kladnou polaritu.
| Tloušťka kovu | Průměr elektrody |
|---|---|
| Méně než 3 mm | 1,6 mm |
| 3-6 mm | 2,0 mm |
| Přes 6 mm | 2,5 mm |
Tipy pro výběr elektrody pro svařování tenkých plechů
Při svařování tenkých plechů je obzvláště důležité zvolit správnou elektrodu, aby nedošlo k deformaci a poruchám. Zde je několik tipů, které vám pomohou se správným výběrem:
1. Zvažte tloušťku kovu: Při svařování tenkých plechů se doporučuje používat elektrody s menším průměrem, aby se snížilo množství tepla přenášeného na kov. Optimální průměr elektrody bude záviset na konkrétní tloušťce kovu.
2. Vyberte elektrody s tenkým povlakem: Tenký povlak na elektrodě pomáhá snižovat množství tepla, které se dostává do kovu, a snižuje pravděpodobnost deformace a rozpadu.
3. Preferujte měkké elektrody: Pro svařování tenkých plechů se lépe hodí měkké elektrody, které mají nižší bod tání a menší pravděpodobnost průrazu.
4. Zkontrolujte součásti nátěru: Zkontrolujte, zda povlak elektrody neobsahuje speciální přísady, jako je titan nebo zirkonium. Tyto přísady pomohou zlepšit strukturu svaru a sníží pravděpodobnost vzniku trhlin a deformací.
5. Dodržujte doporučení výrobce: Vždy dodržujte doporučení výrobce elektrod. Mohou vám poskytnout podrobné informace o vhodných elektrodách pro svařování tenkých plechů.
Dodržováním těchto tipů si budete moci vybrat správnou elektrodu pro svařování tenkých plechů a získat vysoce kvalitní výsledek bez poškození materiálu.
Tipy pro výběr elektrody pro svařování středně tlustého kovu
Při výběru elektrody pro svařování středně tlustého kovu je třeba zvážit několik důležitých faktorů. Každá elektroda má své vlastní vlastnosti a účel, takže správná volba vám umožní dosáhnout vysoce kvalitních výsledků svařování.
Zde je několik tipů, které vám pomohou při rozhodování o elektrodě, kterou potřebujete:
- Tloušťka kovu. Průměrná tloušťka kovu je obvykle mezi 3 a 12 milimetry. Pro svařování takového kovu byste měli zvolit elektrody se střední nebo nízkou proudovou charakteristikou.
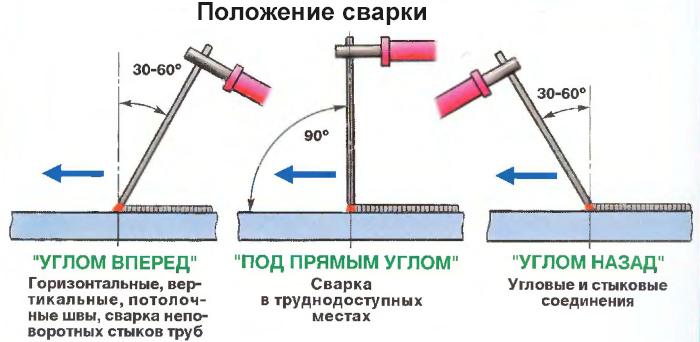
- Pozice svařování. V závislosti na poloze, ve které budete svařovat, vyberte vhodnou elektrodu. Například pro svařování na stropech nebo svislých plochách se doporučuje používat elektrody s povlakem, který zajišťuje stabilní oblouk.
- Třída oceli. Je také nutné vzít v úvahu jakost svařované oceli. Pro svařování ocelí s různým obsahem uhlíku, síry a fosforu se používají různé elektrody. Věnujte prosím pozornost doporučením výrobce elektrod pro jakost oceli.
- Typ svařování. Pokud plánujete svařovat v prostředí s vysokou vlhkostí nebo venku za nepříznivých povětrnostních podmínek, zvolte elektrody se zlepšenými svařovacími vlastnostmi a ochranným povlakem.
- Rozpočet. Při výběru elektrody nezapomeňte zvážit svůj rozpočet. Existuje široká škála elektrod v různých cenových kategoriích, vyberte si proto takovou, která vyhovuje vašim finančním možnostem.
Správná volba elektrody pro svařování středně tlustého kovu výrazně ovlivňuje kvalitu svářečské práce. Postupujte podle výše uvedených tipů a budete schopni dosáhnout požadovaného výsledku.
Tipy pro výběr elektrody pro svařování tlustých kovových konstrukcí
Svařování tlustých kovových konstrukcí vyžaduje speciální přístup a správnou volbu elektrody. Níže uvádíme několik tipů, které vám pomohou při rozhodování o průměru elektrody pro svařování tlustých kovů.
- Zvažte tloušťku kovu. Pro svařování tlustých kovových konstrukcí se doporučuje používat elektrody většího průměru. Obvykle se jedná o elektrody o průměru 4 mm nebo více.
- Zvažte vlastnosti svařovacího stroje. Při výběru elektrody je nutné vzít v úvahu výkon svářečky. Čím výkonnější zařízení, tím větší průměr elektrody můžete použít.
- Věnujte prosím pozornost typu elektrody. Pro svařování tlustých kovových konstrukcí se doporučuje používat univerzální nebo univerzální elektrody s odolným krytem. To zajistí spolehlivost a pevnost spojení.
- Zvažte potřeby komunikačních linek z optických vláken. Při svařování tlustých kovových konstrukcí obsahujících komunikační vedení z optických vláken je nutné zvolit elektrody, které poskytují nízké úrovně zkreslení a ztráty signálu.
- Věnujte prosím pozornost požadavkům na materiály, které mají být svařovány. Silné kovové konstrukce mají často speciální požadavky na materiály, které mají být svařovány. Zkontrolujte, zda zvolená elektroda tyto požadavky splňuje.
- Nezapomeňte na správnou přípravu svařovacího povrchu. Před svařováním silných kovových konstrukcí je nutné svařovací plochu důkladně očistit. To pomůže vytvořit silné a bezpečné spojení.
Pamatujte, že výběr elektrody pro svařování tlustých kovových konstrukcí je důležitým krokem v procesu svařování. Vždy dodržujte doporučení výrobce a v případě potřeby se poraďte se zkušenými odborníky.
Svařování kovů je hlavní metodou spojování kovových dílů ve stavebnictví, strojírenství, výrobě lodí a vozidel. Používá se téměř ve všech oblastech průmyslové výroby a v každodenním životě. Hlavním spotřebním materiálem, na kterém závisí kvalita spojů, je svařovací elektroda.
Možná potřebujete:

Elektrody MP-3, d=4,0 mm Speciální elektroda (5 kg)

Elektrody UONI-13/55, d=4,0 mm SpetsElektrod (5 kg)
Druhy a účel svařovacích elektrod
Pomocí svařování můžete:
- spojte kovové části;
- výroba kovových konstrukcí jakékoli velikosti;
- řezaný kov;
- odstranit praskliny;
- vyřízněte kulaté a tvarované otvory;
- svarový kov pro obnovu oblastí opotřebení;
- provádět opravy a jiné druhy prací.

Průmysl vyrábí mnoho typů elektrod, asi dvě stě z nich. Každá z nich je nejúčinnější v rámci omezených charakteristik těchto prací, takže výběr elektrod pro svařování je velmi důležitým krokem. Mělo by být provedeno po důkladném prostudování tématu nebo s pomocí specialistů.
Kritériem pro výběr elektrod jsou konstrukční parametry, vlastnosti a účel specifikovaný výrobcem výrobku. Hlavní jsou:
- značka elektrody;
- jmenování;
- průměr jádra;
- typ povlaku elektrody;
- délka elektrody;
- velikost pracovního proudu;
- druh proudu a polarita připojení;
- složení centrální tyče;
- svařovací poloha;
- speciální technologické charakteristiky procesu svařování.
Jmenování
Značka elektrody zpravidla šifruje její účel. Například typy produktů:

- UONI – určeno pro svařování dílů při nízkých teplotách;
- ANO-21 – pro provádění prací s tenkými (do 4 mm) díly provozovanými pod nízkým tlakem;
- MP-3S – pro svařování válcovaných dílů a středně uhlíkových ocelí do tloušťky 20 mm;
- LEZ – pro nanášení opotřebených dílů;
- levné univerzální elektrody OZS-12 se doporučují pro svařování uhlíkových ocelí a snadno se používají;
- rutilové výrobky jakosti ANO-4 se používají pro svařování nízkolegovaných a nízkouhlíkových ocelí; práce na stejnosměrném i střídavém proudu; Dobře vaří kov znečištěný rzí, mají stabilní oblouk a snadno se čistí od strusky.
Odborníci rozlišují elektrody pro svařování, lepení, navařování a řezání. Univerzální produkty jsou velmi žádané, šetří spoustu času při provádění různých typů prací.
Průměr
Volba průměru elektrody (jádra) je dána tloušťkou svařovaných dílů a maximálním proudem použitého svařovacího stroje. Čím jsou vyšší, tím silnější mohou být spojené prvky.
Všechny tři parametry jsou na sobě závislé. Jejich hodnoty jsou uvedeny ve speciálních tabulkách, které je vhodné použít před prací a nákupem elektrod. Pro díly o tloušťce 3-4 mm je tedy potřeba použít elektrody o průměru 3 mm s nastavitelným provozním proudem v rozsahu 80-160 A.

Potahování elektrod
Povlak jádra je pevná kompozice, druh tavidla, určený k ochraně roztaveného kovu před škodlivými účinky kyslíku, který při vstupu do tekutého kovu vytváří oxidy, které zhoršují kvalitu spojení.
Další funkcí povlaku je tepelná izolace taveniny pro oddálení doby tuhnutí (aby z ní měl čas uniknout škodlivý plyn a nekovové vměstky). Moderní elektrody používají několik typů povlaků. Hlavní jsou bazické (v označení elektrod označeno písmenem „B“) a rutilové (písmeno „P“).
Základní nátěr
Je známo, že obsahuje vápenaté soli – uhličitan a fluor. Za jeho výhodu se považuje nízký obsah vodíku. Typickými představiteli elektrod se základním povlakem jsou výrobky UONI. Jejich povlak zajišťuje vysoce kvalitní šev, a to jak ve vzhledu, tak v technických ukazatelích: tažnost, pevnost, rázová houževnatost.
Elektrody netvoří krystalické trhliny uvnitř švu, proto jsou doporučovány specialisty pro kritické svařovací operace a pro výrobky provozované v náročných klimatických podmínkách. Lze je použít při svařování v jakékoli poloze kromě vertikální.
Rutilový nátěr
Rutil je oxid titaničitý. Kromě toho povlak obsahuje křemík a kyslík.
Rutilový povlak se vyznačuje následujícími vlastnostmi:
- vytvoření vysoce kvalitního švu v jakékoli prostorové poloze elektrody;
- stabilní hoření oblouku;
- minimální rozstřikování taveniny a povlaku;
- možnost svařování na stejnosměrný i střídavý proud;
- možnost svařování rezavých a špinavých dílů;
- rychlé a snadné zapálení elektrody;
- snadné odstraňování strusky.
Délka
Délka elektrod se pohybuje od 30-50 cm Čím delší je výrobek, tím delší je doba provozu bez jeho výměny. Někdy je to velmi důležité, například při výrobě dlouhého a vysoce kvalitního švu. Krátké elektrody mohou být vhodnější v těžko dostupných místech.
Zdroj energie
Ke svařování kovů elektrodami se používají svařovací transformátory, usměrňovače, invertory a další zařízení pracující v režimu ručního obloukového svařování. Měnič je široce používán díky své kompaktnosti, nízké hmotnosti a širokým možnostem.
Poskytuje provoz na stejnosměrný i střídavý proud a jeho nízká hmotnost je vysvětlena skutečností, že transformace napětí se provádí při frekvenci nikoli 50 Hz, ale 100 kHz, pro kterou je velikost a hmotnost jádra transformátoru snížena o řádově.
Při svařování stejnosměrným proudem záleží na polaritě spoje. Při přímé polaritě se zem (svařovací část) připojí na „+“ zdroje a držák s elektrodou na „-“. S obrácenou polaritou je opak pravdou. S přímou polaritou můžete svařovat tenké díly a s obrácenou polaritou můžete svařovat masivní díly.
Při výběru elektrod můžete pomocí tabulky a údajů na svařovacím stroji určit, zda zdroj dokáže poskytnout požadované množství proudu.
Složení tyče
Materiál tyče musí být vhodný pro svařování konkrétního kovu, proto byste měli přísně dodržovat příslušné pokyny výrobce produktu.
Pozice svařování
Prostorová poloha elektrody je také zahrnuta v jejím označení. Číslo 1 označuje elektrody, které se používají pro svařování pouze ve spodní poloze součásti (elektroda nahoře).
Číslo 2 označuje výrobky používané s horizontálním nebo vertikálním švem (strop je vyloučen).
Číslo 3 se používá pro stropní elektrody (elektroda se opírá o část zespodu). Svářeč musí tato označení vzít v úvahu, aby se vyhnul nekvalitnímu svaru nebo zranění.
Kalcinace elektrod
Potahování elektrod vyžaduje těsnost při skladování, ale tato podmínka není všude splněna. Ostré hrany tyčí zpravidla narušují těsnost plastového obalu již při prvním přenášení obalů. V době nákupu jsou tedy elektrody nasyceny přebytečnou atmosférickou vlhkostí.
V tomto stavu, kvůli nebezpečí získání nekvalitního švu a možnosti příliš velkého rozstřiku kovu, s nimi nelze provádět svařování. Elektrody je třeba vysušit. Výrobce dává jasná doporučení ohledně parametrů procesu, nastavení doby sušení a maximální teploty. Obvykle nepřesahuje 260 ºС.
Jak zjistit kvalitu elektrod při nákupu?
Nejlepší možností by bylo otestovat několik elektrod ze zakoupené šarže v pracovním postupu svařování. Pokud to není možné, musíte věnovat pozornost následujícím faktorům:
- trvanlivost výrobků;
- název výrobní společnosti (pro zkušené svářeče je to důležitá informace);
- kvalita nátěru z hlediska rovnoměrné tloušťky nanášení kolem tyče, absence drobení.
Pokud se během testování objeví známky nadměrné vlhkosti, elektrody by měly být vysušeny a test opakován.
Aby bylo svařování dílů prováděno v souladu se všemi pravidly předpisů a kvalita švu nebyla kritizována, je nesmírně důležité dobře studovat technologie svařování. Volba typu elektrody je nedílnou součástí těchto znalostí, které je potřeba neustále doplňovat a zdokonalovat.